

- About 3M and coated abrasives
- Identifying potential root causes
- Validating final root causes
- Intangible and tangible results
Quality revolution reduces defects
Seven years ago, leaders in 3M’s abrasives business saw that customer complaints were on the rise and belt failures were the no. 1 cause. The organization’s sales representatives were spending 40 percent of their time handling complaints instead of pursuing sales activities.
Customers suffered and the organization lost sales, which limited business growth and financial objectives. As one vice president declared, it was time for a quality revolution.
About 3M and coated abrasives
3M, originally known as the Minnesota Mining and Manufacturing Company, is a global science and technology company founded in 1902 with a single technology abrasives, often called sandpaper. Since then, the organization has grown into a $25 billion diversified technology giant, serving customers in six market focused businesses.
The abrasives division is part of the industrial and transportation business and provides innovative products such as tapes, adhesives, coatings, and abrasives for industrial and transportation customers. The organization’s coated abrasives come in many converted forms such as portable belts, back stand belts, utility sheets, cartridge rolls, utility shop rolls, and more.
Setting the stage for a quality revolution
As customers of 3M’s abrasives products provided feedback—frequently complaints—to the sales, customer service, and quality teams, the need for significant quality improvement was apparent. When the executive vice president of the industrial and transportation unit declared the need for a quality revolution, he noted, “To achieve our growth goals we need a step-change improvement in quality.”.
Strategic goals rolled down to every division, factory, and product line with annual targets. Soon thereafter, the abrasives division established the following goals:
- Reduce defects in parts per million (DPPM) by 25 percent per year.
- Trim total complaint resolution time by 15 percent per year.
Specifically, the business unit initiated an improvement project to reduce belt DPPM from 12,000 to 500. The project worked to create value by providing more robust products that would perform better and longer to increase customers’ productivity. This coincides with 3M’s corporate goal: Growth through customer success by building value for our customers.
Team members estimated that, if successful, the belt improvement project would have a positive impact on several goals, such as:
- More robust products.
- Reduced defects.
- Better processes and product understanding.
- Increased process capability.
Download our e-book
Download our free e-book to discover how GQ Interim can transform your business with expert leadership solutions!
Using a two-pronged approach for quality improvement
When a situational analysis confirmed that belt and splice complaints were the no. 1 quality complaint for industrial abrasives, the team developed a two-pronged approach to steer improvement:
- Act immediately on the needs of 3M’s leading customers through a Top-200 program.
- Drive long-term continuous improvement with Lean Six Sigma.
Identifying potential root causes
To pinpoint the root causes of belt complaints, the improvement team used process mapping, cause and effect diagrams, Pareto charts, and other quality tools. For the Top-200 process, the team used basic graphing, data analysis, and other communication tools to gather information from customers.
Then, they began the Lean Six Sigma approach, attacking more chronic problems with the structured define, measure, analyze, improve, and control (DMAIC) model to identify possible factors causing variation in 3M’s products and processes. More details about the tools used to identify root causes for both the Top-200 process and Lean Six Sigma approach are shown in the table.
Data and data analysis were key in both the Top-200 and Lean Six Sigma improvement processes to help determine root causes and relationships.
First, with the Top-200, complaint and belt testing information was “sliced and diced” to support analysis and conversations with key customers about problems they experienced with belt products. 3M also established an extensive data collection system to gather data from raw materials, process information, finished product testing, and waste. Both internal and external stakeholders provided valuable input, as sales, technical service representatives, and end users supplied problem information and samples.
For example, team members met with a Top-200 customer to complete a cause and effect matrix focusing on belt life and reasons why the belts could fail. Engaging customers in this type of partnering activity proved to be a powerful business tool for the organization; subsequently other business units have since replicated this approach. The final root causes and improvement path selection for the Top-200 process followed an investigative approach.
The team used 5 Whys, stakeholder dialogue, consensus, and documentation. On the other hand, statistical software to generate trend charts, compare data sets, and calculate capability values guided the Lean Six Sigma path.
Validating Final Root Causes
With final root causes in hand, the team validated each cause, as depicted on the picture below.

In the Top-200 program, the final causes centered around instructions, handling procedures, and application settings. These were validated through internal testing, audits, customer trials, and customer service visits. In the Lean Six Sigma process, final root causes focused on equipment capability, process control, and inadequate testing.
Gauge repeatability and reproducibility (R&R) studies, equipment monitoring studies, and finished product testing were useful for validating the suspected causes.
Developing solutions
Next, the team focused on possible solutions in the Top-200 process with brainstorming activities, experimentation, and sample testing.
Possible solutions were developed somewhat intuitively, based on experience, speed, and cost of implementation. Data analysis came into play after problem samples were tested, allowing the team to compare them to historical information. In the Lean Six Sigma process, the team employed process mapping, cause and effect diagrams, and failure mode and effects analysis (FMEA) for developing
potential solutions to the belt issues.
Team members used the FMEA tool after the first three phases of the DMAIC cycle to create a score or risk value for potential solutions—those with the highest scores earning the highest priority. Risk values were calculated based on severity, occurrence, and detection of the failure or variation in the process or product variable. The criteria for selecting final solutions were similar for the Top-200 and Lean Six Sigma approaches and included trial results, expected customer impact, speed and ease of change, as well as implementation costs. As illustrated on the picture, the team selected final solutions for the Top-200 by completing a customer resolution evaluation that involved reviewing complaints, samples, test results, and customer feedback.
These were documented in a Top-200 scorecard. For the Lean Six Sigma projects, the FMEA risk numbers were ranked and entered into Pareto charts. The team also used an old-fashioned “gut check” as members reviewed the lower-scoring variables and failure modes from the FMEA to ensure they had not overlooked any worthwhile solutions.

Validating solutions
The most common solutions in the Top-200 process involved product specification changes, such as new splice tape or splice preparation condition.
These solutions were validated internally with sample production and internal product testing. Externally, the solutions were verified by following up with customers after trial orders were shipped. On the other side, common solutions with Lean Six Sigma centered on process equipment modifications. The team validated these equipment changes internally through hypothesis testing, process capability measurement, and designed experiments. These experiments produced response surface plots and mathematical models that helped define process windows and targets, support troubleshooting, and provide training media for the team.
Overcoming resistance
As with any process changes, the team did encounter some resistance. Internally, as the Top-200 process changes were introduced, resistance to the extra daily work required of operators surfaced. To help overcome this resistance, the team gathered stakeholder input on how to improve the Top-200 flyer, a bright yellow order form that travels with the material from station to station. After the order forms were modified and customer success stories were shared, the team quickly secured commitment and buy in.
Reducing defect leads to increased sales
Prior to implementing the final solutions, several modifications were necessary. For example, with the Top 200, changes were made to products and standards, special handling procedures such as using new splice tape, and operator training. On the Lean Six Sigma side, typical changes included equipment upgrades as well as process, product, and documentation updates. This team project created several positive intangible and tangible results, shown in the table bellow. A key result of the Top-200 and Lean Six Sigma efforts illustrates that 3M reduced its DPPM from 12,000 to just 475 in seven years.
Not surprisingly, customer complaints dropped by 90 percent in the corresponding timeframe and the business realized the benefits of customer satisfaction, loyalty, and abrasives sales growth of 54 percent. By driving the belt defects to such low levels, the team project supported the quality revolution by meeting defect reduction, cost of poor quality, and complaint response time goals.
Stakeholders
Tangible benefits
Intangible benefits
External
- Reduced waste
- Increased productivity
- Fewer “emergencies”
- Customer value
- Improved relations
- Improved morale
Internal – customer
satisfaction
- Improved DPPM
- Product and process understanding
- Critical to Quality (CTQ) capabilities
- Variable interactions
- Customer loyalty
- Customer value
- Brand value
Internal - financial
- Increased growth
- Reduced waste
- Improved productivity
- Fewer emergencies
- Improved relations
- Enhanced 3M image
- Improved morale
Sustaining the results
3M sustains the process changes through its ISO 9001 procedures, which require audits, documentation, quality metrics, corrective actions, and management reviews. The team developed extensive control plans for both Top-200 and Lean Six Sigma projects. These plans, along with documentation, audits, and frequent training, continue to sustain 3M’s quality improvements over time.
Several quality and business metrics are charted and monitored through plant dashboards for any statistical shifts that may warrant attention. In addition, external and internal feedback data are gathered through satisfaction and loyalty surveys and monitored to ensure that changes are delivering the expected results and continue to align with the organization’s goals and strategies.
Team members report that the Top-200 process is now a way of life at 3M. The organization follows up with all critical accounts by conducting trial production order and a tech service customer visit to ensure that 3M products meet the customer’s requirements. Another benefit from this project was improved product and process understanding (PPU). PPU is the organization’s comprehensive quality improvement methodology linking voice of the customer data back through tests, product specifications, processes, procedures, and raw materials.
Lessons learned
In addition to the improved PPU, Pribyl cites three important lessons learned from this team project:
- Work directly with customers to understand how they use products.
- Develop tests that predict performance.
- Use data, not emotions, to make decisions.
Conclusion
3M’s commitment to quality transformed its abrasives division. Through a strategic blend of Lean Six Sigma and direct customer collaboration, the company reduced defects from 12,000 to just 475 parts per million and cut complaints by 90%. This dramatic turnaround not only improved internal processes and customer satisfaction but also led to a 54% increase in sales. More importantly, it fostered a sustainable culture of quality, innovation, and accountability. Today, the Top-200 program and enhanced product-process understanding are embedded in 3M’s way of working—proving that listening to customers, using data-driven decisions, and empowering teams can deliver extraordinary results.
Interested in Interim Expert?
Discover how interim management can dramatically increase the efficiency of your business. Get in touch with our team to learn how working with GQ Interim will improve your company.
- Get started within few days
- Database of 10 000+ consultants
- Solving crucial problems of your business
- Custom solutions for your business needs
- Proven results with measurable impact
Related articles
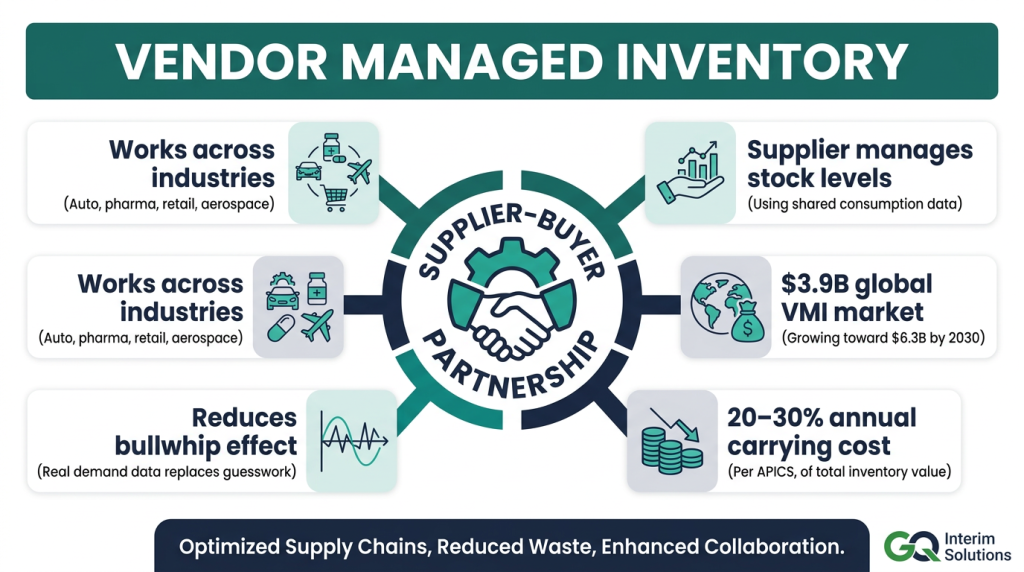
- Wondering if Vendor Management Inventory is right for your plant or network? This guide unpacks how VMI works, where it delivers savings and stability, the pitfalls to avoid, and the KPIs and tech you need to stay in control.
- Managing every supplier the same way rarely delivers the best results. Supplier segmentation helps businesses prioritize supplier relationships, reduce risk, and focus procurement efforts where they create the greatest value.

- Hiring a senior sales leader is one of the most important decisions a growing business can make. Learn how sales executive search works, when it's the right choice, and why it consistently delivers stronger long-term hiring outcomes than traditional recruitment.

- Great products don't happen by accident. Behind every successful product is strong leadership that aligns business strategy, customer needs, and cross-functional teams. Discover what product leadership involves, why it matters, and how it helps businesses make better product decisions.
